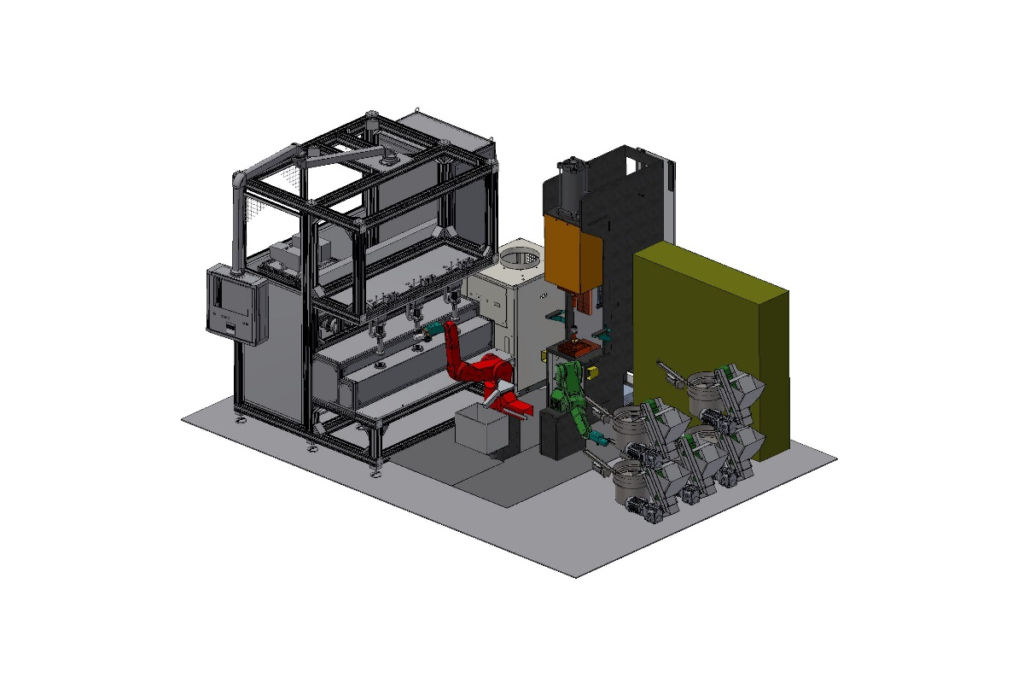
Oferowane stanowisko przeznaczone jest do produkcji termostatów używanych w regulatorach temperatury. Proces produkcji polega na szczelnym połączeniu dwóch komponentów z zastosowaniem technologii zgrzewania oporowego. Stanowisko jest stanowiskiem w pełni zautomatyzowanym.
W skład stanowiska wchodzi:
- sześć podajników wibracyjnych
- dwa roboty
- moduł zgrzewający
- moduł testowania szczelności
Zastosowane podajniki pełnią funkcję buforów, dzięki którym po załadowaniu, maszyna może pracować przez całą zmianę bez dodatkowego angażowania pracowników.
Moduł zgrzewania oporowego wyposażony jest w gniazdo pozycjonujące, pełniące funkcję elektrody dolnej, oraz w elektrodę górną, zamocowaną na ruchomym docisku. Moduł wyposażony jest w inwerterowe źródło prądu.
Zastosowane roboty, wyposażone w ramiona chwytające, wykonują wszystkie czynności związane z transportem komponentów z podajników do zgrzewarki oraz ze zgrzewarki do poszczególnych gniazd modułu testowania szczelności oraz do pojemnika gotowych produktów.
Oferowane stanowisko wyposażone jest w sterownik PLC oraz oprogramowanie umożliwiające koordynację procesu pracy całego stanowiska oraz tworzenie receptur, dedykowanych poszczególnym produktom. Dodatkowo oprogramowanie przewiduje możliwość monitorowania i archiwizowania parametrów pracy maszyny oraz przesyłanie ich do sieci lokalnej.
Proces rozpoczyna się od wyboru z panelu operatorskiego zestawu zgrzewanych komponentów. Następnie odpowiednie podajniki wibracyjne rozpoczynają swoją pracę, podając kolejno prawidłowo usytuowane półprodukty na podajnik liniowy. W kolejnym cyklu pracy, ramię chwyta kolejno komponenty i umieszcza je w gnieździe zgrzewalniczym. Później, stacja zgrzewająca rozpoczyna proces chwilę po docisku wstępnym elektrody górnej. Tak przygotowane półprodukty zostają połączone na stałe, w procesie zgrzewania oporowego.
Odpowiednia siła docisku, wielkość prądu oraz czas zgrzewania gwarantuje wykonanie poprawnej zgrzeiny. W kolejnym cyklu pracy, ramię chwyta zgrzany detal
i przenosi go do testera szczelności. Po wykonaniu tej operacji produkt zostaje przetransportowany do miejsca odkład czego. W przypadku wystąpienia jakiejś nieprawidłowości zużyte komponenty wędrują do separatora braków.