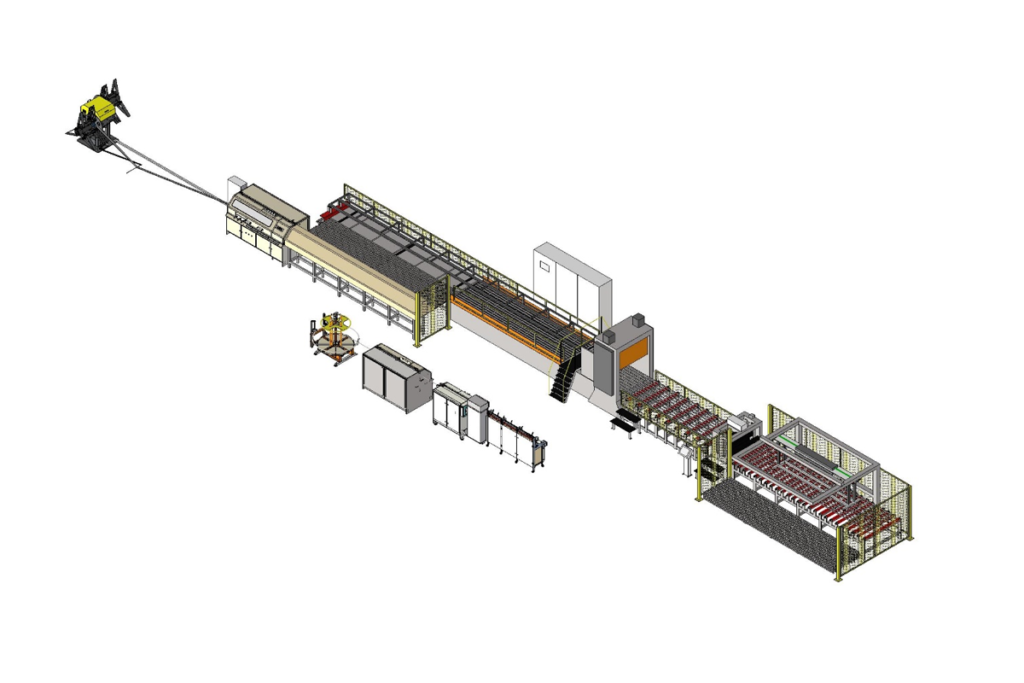
Linię do produkcji krat pomostowych tworzy zespół urządzeń umożliwiających realizację zadań w zakresie kompletnym. Począwszy od przygotowania elementów składowych, poprzez ich rozłożenie i wprowadzenie w obszar modułu zgrzewającego, po zgrzanie i wyprowadzenie gotowego wyrobu poza obszar modułu zgrzewającego, do ułożonego stosu gotowego do wywiezienia.
Kraty pomostowe stosowane są w przemyśle i budownictwie do produkcji pomostów, stopni schodowych, podjazdów itp.
Kraty produkowane są z płaskowników nośnych o różnych wysokościach i grubościach oraz specjalnie przygotowanych prętów łączących (poprzecznych). Pręty poprzeczne łączone są z płaskownikami nośnymi metodą zgrzewania oporowego. Produkowane są kraty o długościach do 6000 (opcjonalnie do 12000) mm i szerokościach do 1200 (opcjonalnie do 1500) mm. W procesie dalszej obróbki kraty te są rozcinane na zadane wymiary.
Linia umożliwia produkcję krat pomostowych:
- o zmiennych rozstawach płaskowników nośnych i prętów łączących,
- o zmiennej ilości płaskowników nośnych i prętów łączących,
- o zróżnicowanych wymiarach płaskowników nośnych i średnicach prętów poprzecznych
- o zmiennych wymiarach zgrzewanych formatów.
W oferowanej linii podawanie prętów poprzecznych odbywa się za pośrednictwem automatycznego podajnika. Podawanie prętów wzdłużnych odbywa się ręcznie lub za pomocą przejezdnego transportera wprowadzającego.
Proces tworzenia kraty odbywa się poprzez przygrzanie prętów poprzecznych do krawędzi górnej wprowadzonego zestawu płaskowników wzdłużnych. Połączenie powstaje po docisku elektrod górnych i w skutek przepływu prądu zgrzewania.
Wyładunek polega na wprowadzeniu kraty na stół odbiorczy, skąd, w zależności od wyposażenia linii, krata zdejmowana jest ręcznie lub za pomocą ruchomego wysięgnika do układania gotowego produktu w stos.
Linia wyposażona jest w inwerterowe źródła prądu zgrzewania.
Charakterystyka techniczna
| Specyfikacja | Parametr |
| Przedmiot produkcji | Kraty pomostowe wg przyjętej specyfikacji |
| Stosowana technologia łączenia | Zgrzewanie oporowe |
| Długość zgrzewanej kraty | Do 6000 (do 12000) mm |
| Szerokość zgrzewanej kraty | Do 1200 (1500) mm |
| Rozstaw płaskowników nośnych | 11,1; 22,2; 33,3; … 111 mm (krotność 11,1 ) |
| Rozstaw prętów poprzecznych | 11,1 – 111 mm |
| Wysokości płaskowników nośnych | 20; 25; 30; 35; 40; 50 (60, 70) mm |
| Grubość płaskowników nośnych | 2; 3; 4; 5; 6 mm |
| Czas zgrzewania jednej podwójnej linii zgrzewu + przesuw | Do 3 sek. |
| Sterowanie | Mitsubishi/Siemens |