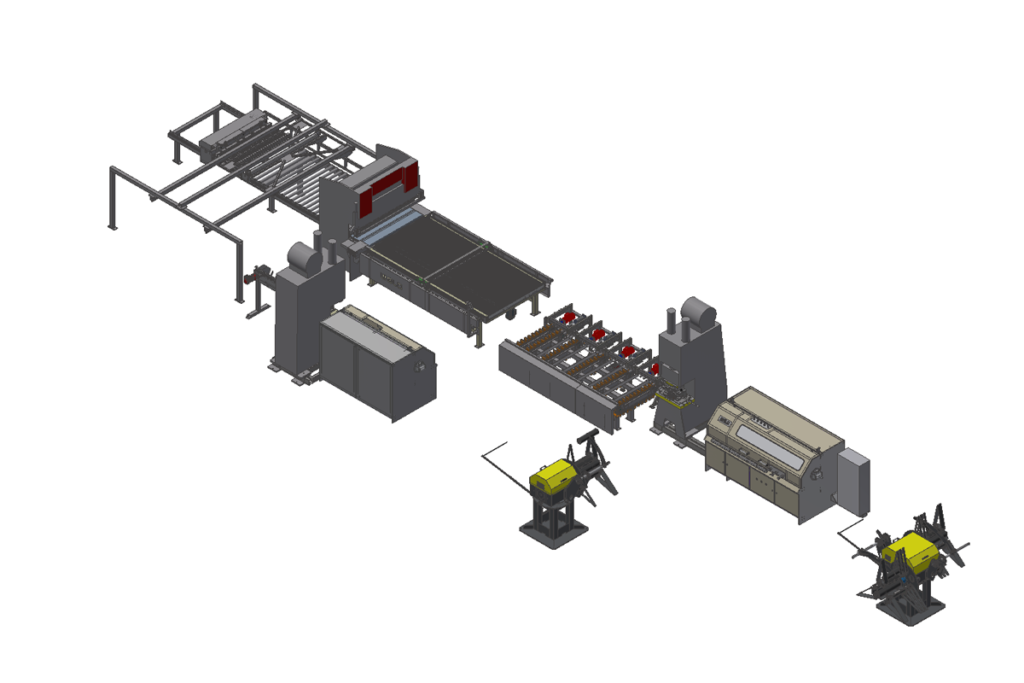
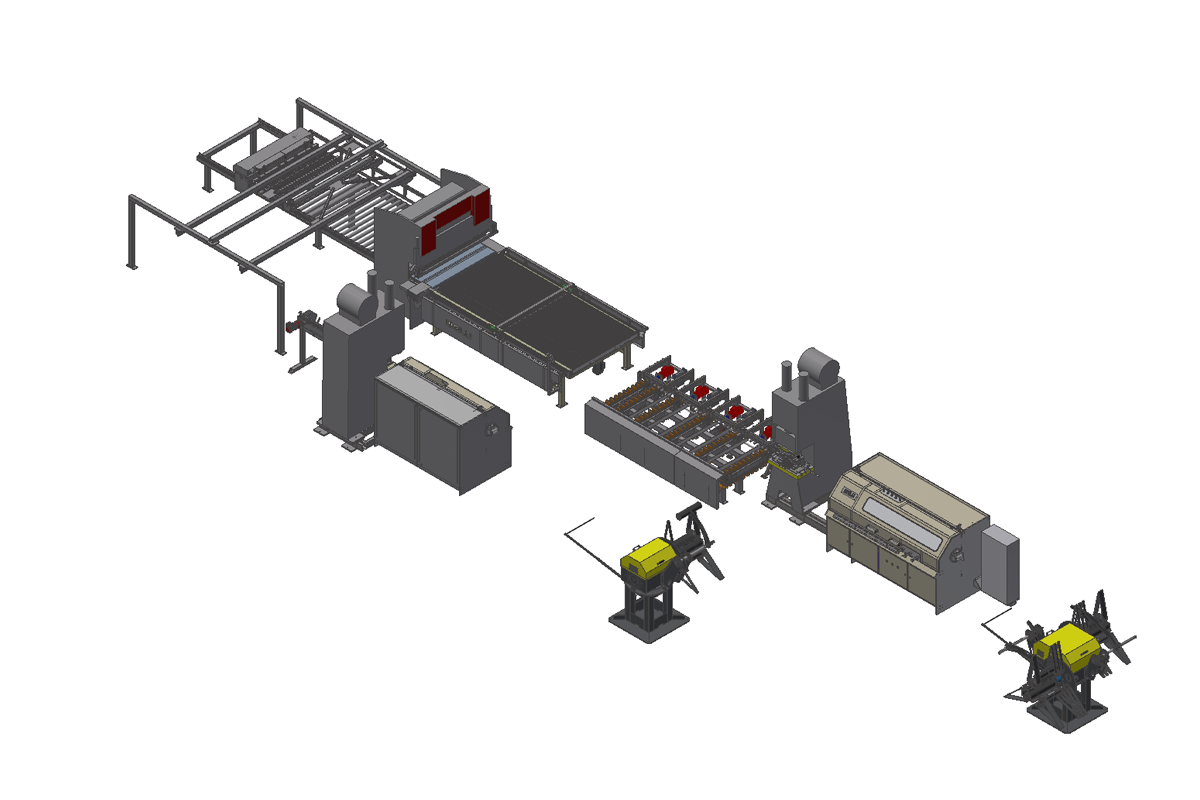
Linię do produkcji krat pomostowych tworzy zespół urządzeń umożliwiających realizację zadań w zakresie kompletnym. Począwszy od przygotowania elementów składowych, poprzez ich rozłożenie i wprowadzenie w obszar modułu zgrzewającego, po zgrzanie i wyprowadzenie gotowego wyrobu poza obszar modułu zgrzewającego, do ułożonego stosu gotowego do wywiezienia.
Kraty pomostowe stosowane są w przemyśle i budownictwie do produkcji pomostów, stopni schodowych, podjazdów itp. Kraty produkowane są z płaskowników nośnych i łączących o różnych wysokościach i grubościach. Płaskowniki nośne (wzdłużne) i łączące (poprzeczne) łączone są poprzez wprasowywanie płaskowników poprzecznych w odpowiednie nacięcia, wykonane w płaskownikach wzdłużnych.
Produkowane są kraty o długościach do 6000 (opcjonalnie do 12000) mm i szerokościach do 1200 (opcjonalnie do 1500) mm. W procesie dalszej obróbki kraty te są rozcinane na zadane wymiary.
Cechą charakteryzującą oferowaną linię jest możliwość produkcji poszczególnych krat o odmiennych wymiarach zgodnie z przyjętym planem produkcji. Taki rezultat możliwy jest dzięki oprogramowaniu, w który wyposażona jest linia, oraz odpowiedniemu zaprogramowaniu procesu produkcji przez operatora.
Linia umożliwia produkcję krat pomostowych:
- o zmiennych rozstawach płaskowników wzdłużnych i poprzecznych,
- o zmiennej ilości płaskowników wzdłużnych i poprzecznych,
- o zróżnicowanych wymiarach płaskowników wzdłużnych i poprzecznych
- o zmiennych wymiarach zgrzewanych formatów.
W oferowanej linii podawanie płaskowników wzdłużnych i poprzecznych, w zależności od przyjętego rozwiązania, odbywa się ręcznie lub automatycznie.
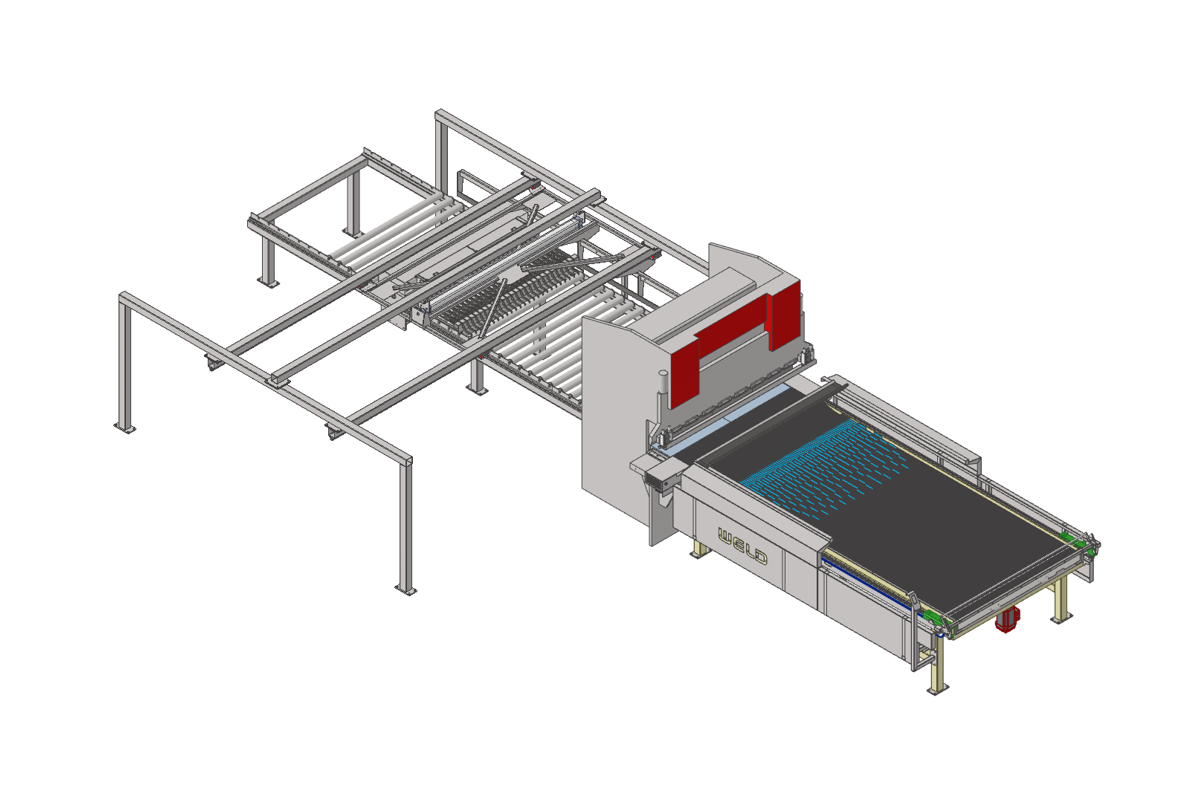
Tworzenie kraty odbywa się poprzez wprasowywanie płaskowników poprzecznych w nacięcia płaskowników wzdłużnych. Proces ten odbywa się z udziałem prasy hydraulicznej.
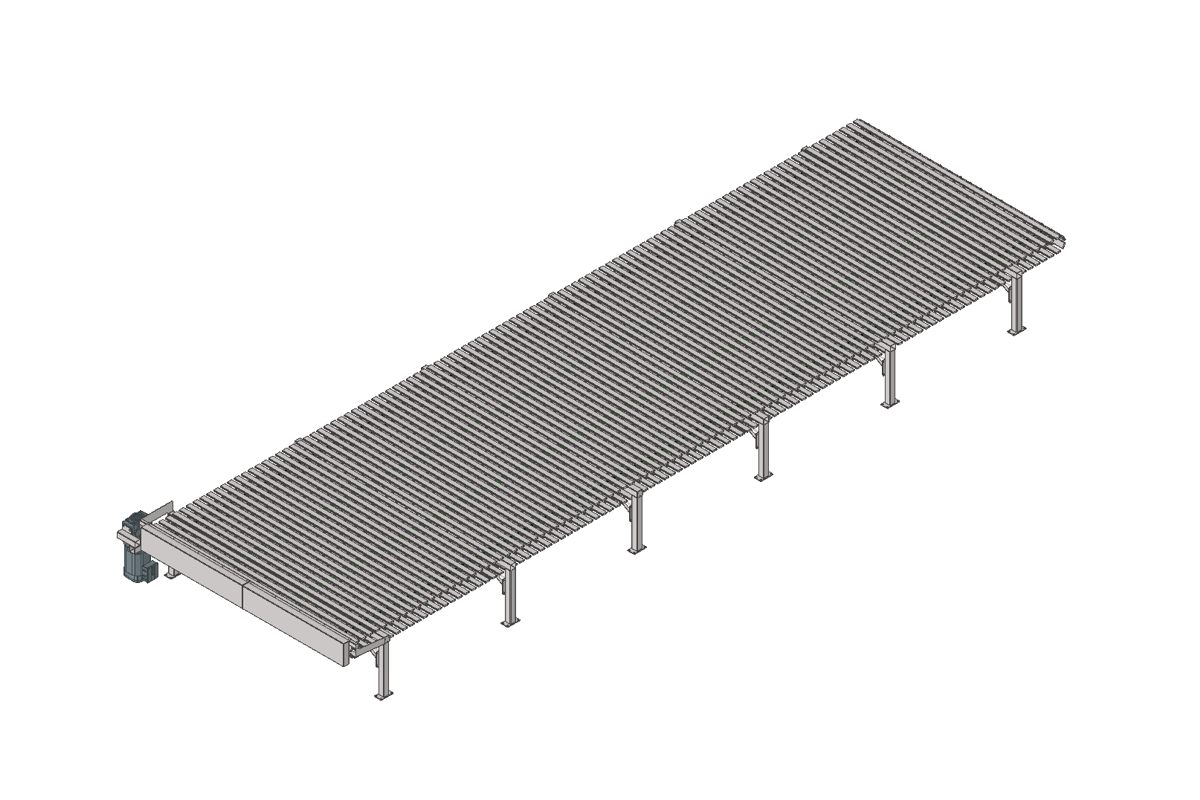
Po wprasowaniu wszystkich płaskowników poprzecznych, gotowa krata transportowana jest za pomocą systemu napędzanych rolek na stanowiska obramowania, skąd po obramowaniu wprowadzana jest na ruchomą platformę, gdzie formowany jest stos, a następnie na transporter końcowy, gdzie następuje wywóz stosu.
Charakterystyka techniczna
| Specyfikacja | Parametr |
| Przedmiot produkcji | Kraty pomostowe wg przyjętej specyfikacji |
| Stosowana technologia łączenia | Wciskanie (prasowane) |
| Długość kraty | Od 250 do 3000 (4000) mm |
| Szerokość kraty | Od 200 do 1200 (1500) mm |
| Rozstaw płaskowników nośnych (wzdłużnych) | 11,1; 22,2; 33,3; … 111 mm (krotność 11,1 ) |
| Rozstaw prętów łączących (poprzecznych) | 11,1 – 111 mm |
| Wysokości płaskowników nośnych | 25; 30; 35; 40; 50 mm |
| Grubość płaskowników nośnych | 2; 3 mm |
| Wysokości płaskowników łączących | 10* mm |
| Grubość płaskowników łączących | 1* mm |
| Czas 1 cyklu (podanie, wciskanie płaskownika + przesuw) | Do 5 sek. |
| Sterowanie | Mitsubishi/Siemens |
{kind=link}
{kind=link}
{kind=link}
{kind=link}